Dhalia Żółta poliestrowa powłoka proszkowa Nietoksyczna farba RAL 1033 Do mebli ogrodowych do maszyn rolniczych
-
High Light
Farba proszkowa poliestrowa
,super trwała poliestrowa powłoka proszkowa
-
RAL1033
-
KolorŻółta dalia
-
Twardość ołówkaH-2H
-
Połyskponad 88%
-
Temperatura utwardzania200 ℃
-
PrzyczepnośćKlasa 0
-
Miejsce pochodzeniaChiny
-
Nazwa handlowaFEIHONG TOPO
-
OrzecznictwoCE, ROHS, BV
-
Numer modeluRAL1033
-
Minimalne zamówienieDo negocjacji
-
CenaNegotiable
-
Szczegóły pakowaniaDwuwarstwowa torba z PVC wewnątrz pudełka kartonowego
-
Czas dostawy7 dni
-
Zasady płatnościL / C, T / T, Western Union, MoneyGram
-
Możliwość Supply400 T / miesiąc
Dhalia Żółta poliestrowa powłoka proszkowa Nietoksyczna farba RAL 1033 Do mebli ogrodowych do maszyn rolniczych






Dhalia Żółta poliestrowa powłoka proszkowa Nietoksyczna farba RAL 1033 Do mebli ogrodowych do maszyn rolniczych
Przed procesem malowania proszkowego niezbędne jest usunięcie oleju, brudu, smarów, tlenków metali, zgorzeliny spawalniczej itp.Można to zrobić różnymi metodami chemicznymi i mechanicznymi.Wybór metody uzależniony jest od wielkości i materiału części przeznaczonej do malowania proszkowego, rodzaju usuwanych zanieczyszczeń oraz wymagań użytkowych gotowego produktu.
Wstępna obróbka chemiczna obejmuje użycie fosforanów lub chromianów w aplikacji zanurzeniowej lub natryskowej.Często występują one w wielu etapach i polegają na odtłuszczaniu, trawieniu, odmulaniu, różnych płukaniach i końcowym fosforanowaniu lub chromowaniu podłoża.Proces obróbki wstępnej zarówno czyści, jak i poprawia wiązanie proszku z metalem.Ostatnio opracowano dodatkowe procesy, które pozwalają uniknąć stosowania chromianów, ponieważ mogą one być toksyczne dla środowiska.Cyrkon tytanowy i silany zapewniają podobne właściwości przeciw korozji i przyczepności proszku.
Seria produktów
Produkty zawierają wysokie światło (powyżej 86%),
szkliwione (76%-85%),
mat (20%-50%),
super mat (poniżej 20%).
Oferujemy również różnorodne produkty błyszczące zgodnie z potrzebami użytkowników.
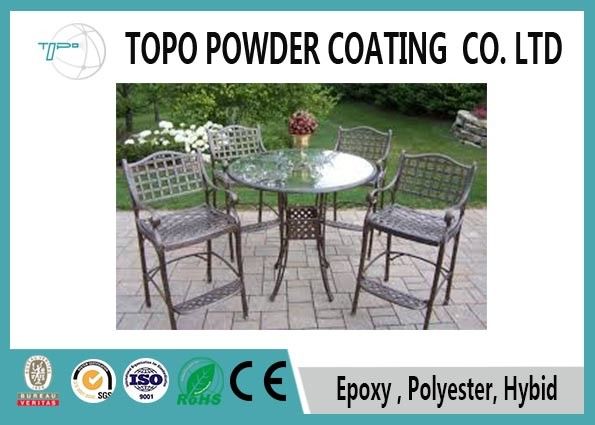
Podanie
Nadaje się do wszelkiego rodzaju produktów, takich jak sprzęt AGD, instrumenty, mierniki, urządzenia medyczne,
elementy motoryzacyjne, meble metalowe, sprzęt fitness, malowanie dekoracyjne wnętrz itp.
Stosuje się również do różnych urządzeń, rur, łączników rurowych i innych wymagań dotyczących powlekania antykorozyjnego.
Przechowywać w temperaturze poniżej 30 °C, wentylowanym, suchym, czystym pomieszczeniu, z dala od ognia, ciepła, bezpośredniego światła słonecznego, otwartych wysypisk jest zabronione. W tych warunkach proszek może być stabilny przez 12 miesięcy, dłużej niż okres przechowywania może być powtórnie. zbadane, takie jak wyniki spełniają wymagania, mogą być nadal używane.
Zdrowie i bezpieczeństwo:
Ten produkt jest nietoksyczny.W trakcie wdychania pyłu należy unikać.Operatorzy powinni nosić odpowiednią maskę przeciwpyłową i okulary.
Dane techniczne:
| Opis | Malowanie proszkowe | |
| Inne imię | Farba proszkowa, elektrostatyczne malowanie proszkowe, termoutwardzalne malowanie proszkowe | |
| Rodzaj | Seria żywic poliestrowych | |
| glowny material | Żywica poliestrowa i utwardzacz | |
| Korzyść | Dobra przyczepność, dobre właściwości mechaniczne, mocna powłoka filmowa, | |
| doskonała izolacja, antykorozyjność, energooszczędność, wygodna obsługa. | ||
| Pole aplikacji | Zastosuj do produktów antykorozyjnych i izolacyjnych: | |
| Rurociąg antykorozyjny, pręt zbrojeniowy, most, konstrukcja stalowa, | ||
| pylon, zbiornik, armatura morska, elektryczna szafa sterownicza, | ||
| elementy przełączników, zestawy oświetleniowe. | ||
| Warunki aplikacji | Natrysk elektrostatyczny/Natrysk pistoletu tryboelektrycznego. | |
| Zalecane warunki utwardzania: 200 stopni Celsjusza przez 12 minut | ||
| (temperatura powierzchni obiektu), zakres od 190 stopni Celsjusza; | ||
| przez 20 minut do 210 stopni Celsjusza przez 8 minut. | ||
| Zalecana grubość folii: 50 ~ 80um, zakres od 40 ~ 150um | ||
![]()
![]()
Nasze produkty sprzedawane są na całym świecie. Możesz być spokojny o cały proces naszych produktów.