
Elektrostatyczne termoutwardzalne proszkowe powłoki malarskie, odporna na wysokie temperatury powłoka proszkowa RAL1024
-
High Light
Powłoki proszkowe ze złożem fluidalnym
,lakiernictwo samochodowe
-
Kolorochrowo-żółty
-
RALR1024
-
Połysk74%
-
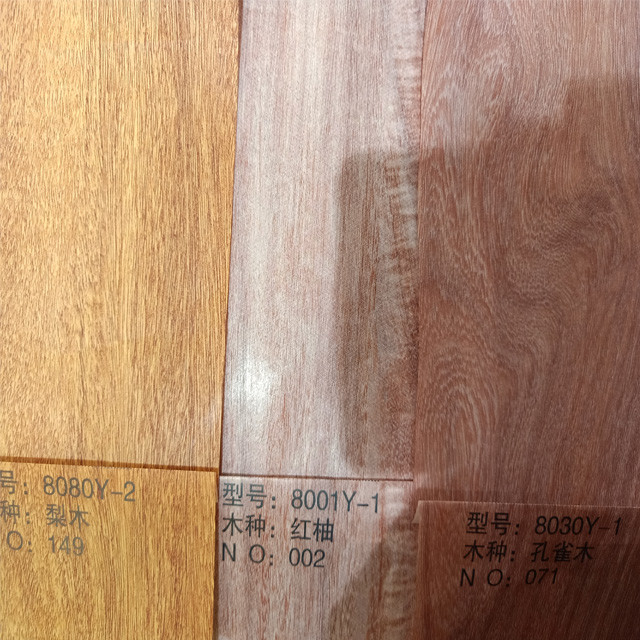
Wygląd zewnętrznyziarno drewna
-
Uderzenie50kg
-
Odporny na sól1000 godzin
-
Miejsce pochodzeniaChiny
-
Nazwa handlowaFEIHONG TOPO
-
OrzecznictwoCE, SGS, BV, ISO
-
Numer modeluTPC-RAL1024
-
Minimalne zamówienieDo negocjacji
-
CenaNegotiable
-
Szczegóły pakowaniaDwuwarstwowa torba z PVC wewnątrz pudełka kartonowego
-
Czas dostawy7 dni
-
Zasady płatnościWestern Union, MoneyGram, L / C, T / T
-
Możliwość Supply400ton / miesiąc
Elektrostatyczne termoutwardzalne proszkowe powłoki malarskie, odporna na wysokie temperatury powłoka proszkowa RAL1024





Elektrostatyczne termoutwardzalne architektoniczne powłoki proszkowe, powłoka proszkowa odporna na ciepło RAL1024
Chociaż powłoki proszkowe mają wiele zalet w porównaniu z innymi procesami powlekania, istnieją ograniczenia technologii.O ile nakładanie grubych powłok o gładkich, pozbawionych tekstury powierzchniach jest stosunkowo łatwe, o tyle gładkie cienkie warstwy nie są tak łatwe.W miarę zmniejszania grubości folii, folia staje się coraz bardziej pomarańczowa z teksturą ze względu na wielkość cząstek i TG (temperaturę zeszklenia) proszku.
Dla optymalnej obsługi materiału i łatwości aplikacji, większość powłok proszkowych ma wielkość cząstek w zakresie od 30 do 50 μm i TG > 40°C.W przypadku takich powłok proszkowych może być wymagane nawarstwienie błony większe niż 50 μm w celu uzyskania akceptowalnie gładkiej błony.Tekstura powierzchni, którą uważa się za pożądaną lub dopuszczalną, zależy od produktu końcowego.Wielu producentów woli mieć pewien stopień skórki pomarańczowej, ponieważ pomaga ukryć wady metalu, które pojawiły się podczas produkcji, a powstała powłoka jest mniej podatna na odciski palców.
Istnieją bardzo wyspecjalizowane operacje, w których stosuje się powłoki proszkowe o grubości poniżej 30 mikrometrów lub o TG < 40°C w celu uzyskania gładkich cienkich folii.
Powłoki proszkowe mają tę główną zaletę, że można je poddać recyklingowi.Jednakże, jeśli w jednej kabinie natryskiwanych jest wiele kolorów, może to ograniczyć możliwość recyklingu nadmiaru lakieru.
Spełnij swoje najszersze potrzeby
-
Sprzęt AGD.
-
Części samochodowe.
-
Części rowerowe.
-
Powlekanie profili aluminiowych.
-
Rama okienna.
-
Siły wiatrowe.
-
Sprzęt rolniczy.
-
Obszary lotnicze.
-
Meble wewnętrzne i zewnętrzne.
-
Budowa architektury.
-
Ogrodzenie metalowe i poręcze.
-
Obszary gastronomiczne.
-
ekspozycja towarów itp.
-
Wszystkie rodzaje maszyn
Istnieją dwie główne kategorie powłok proszkowych: termoutwardzalne i termoplastyczne.Odmiana termoutwardzalna zawiera w preparacie środek sieciujący.Po upieczeniu proszek reaguje z innymi grupami chemicznymi w polimerze proszkowym i zwiększa masę cząsteczkową oraz poprawia właściwości użytkowe.Odmiana termoplastyczna nie podlega żadnym dodatkowym reakcjom podczas procesu wypiekania, a jedynie wypływa na końcową powłokę.
Najczęściej stosowane polimery to poliester, poliestrowo-epoksydowy (znany jako hybryda), prosty epoksyd (Fusion bonded epoxy) i akryl.
| Testowanie przedmiotów | Standard | Dane |
| Wygląd zewnętrzny | Płaski i gładki | |
| Grubość powłoki | GB/T6554-2003 | 50~70mm |
| Połysk (60°) | GB/T9754-2007 | Od 2% ~ 100% do całego połysku |
| Odporność na uderzenia | GB/T1732-1993 | 50kg.cm |
| Wydajność gięcia | GB/T6742-2007 | 2mm |
| Bańki | GB/T9753-2007 | 8mm |
| Siła adhezji | GB/T9286-1998 | 0 klasa |
| Twardość | GB/T6739-2006 | 2H |
|
Odporny na sól (1000 godzin) |
GB/T1771-2007 | Brak zmian w wyglądzie powłoki |
| Odporność na wilgoć i ciepło (1000 godzin) | GB/T1740-2007 | Brak zmian w wyglądzie powłoki |
|
Odporność na media chemiczne (240 godzin) 5% H2SO4 5%HCl 5% NaOH 5% NaCl |
GB/T1763-1979 |
Brak zmian w wyglądzie powłoki Brak zmian w wyglądzie powłoki Brak zmian w wyglądzie powłoki Brak zmian w wyglądzie powłoki |
| Wytrzymałość cieplna | GB/T1735-2009 | Może osiągnąć od 220 ℃ / 20 minut i 240 ℃ / 40 minut w zależności od koloru i różnych wymagań |
![]()
![]()
Nasze produkty sprzedawane są na całym świecie. Możesz być spokojny o cały proces naszych produktów.